
Troubleshoot
Ultrasonic Welding
Ultrasonic Welding
Ultrasonic welding
Ultrasonic welding is a friction welding process that can be used to weld many thermoplastic products. High-frequency vibration is used to generate such welding friction heat. In ultrasonic welding, a high-frequency dynamic electric field is generated by tuning a metal horn in contact with a bonding substrate. The high-speed vibration of the metal anvil creates friction with the fixed substrate, which generates a large amount of heat at the bonding interface. The welding is completed by pressurizing and cooling, and the formed joint has high strength.
Ultrasonic application range
1. Automobile (transportation industry)
Ultrasound can be controlled by computer programs to weld large and irregular workpieces such as bumpers, front and rear doors, lamps, brake lights, etc. With the development of high-grade roads, more and more reflectors are welded by ultrasonic.
Second, home appliances
Through appropriate adjustments, it can be used for: portable fluorescent lampshade, steam ironing door, TV shell, recording, transparent panel of sound machine, power rectifier, screw fixing seat of TV shell, mosquito-reducing lamp shell, washing machine dehydration tank, etc. need to be sealed , Firm and beautiful home appliances.
Three, packaging
Sealing of hoses, connection of special straps.
4. Toy industry
The use of ultrasonic technology makes the products clean, efficient and firm, and eliminates the use of screws, adhesives, glues or other auxiliary products, reduces production costs, and greatly enhances the competitiveness of the company in the market.
Five. Electronics
Using automation scheme design to enable users to achieve large-scale production, while ensuring product quality requirements.
VI. Other commercial uses
From communication equipment, computer industry, printing equipment to audio-visual products, etc., Minghe ultrasonic equipment can be used. It brings you a simple, clean and efficient production method, bringing you more opportunities < /p>
Ultrasonic welding method
1. Welding method:
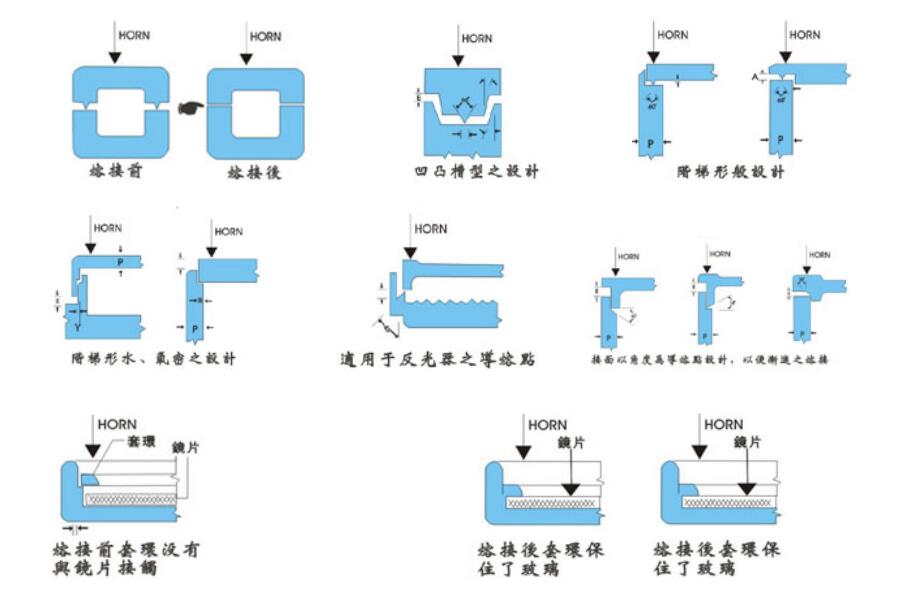
The welding head vibrating with ultrasonic ultra-high frequency under moderate pressure makes the joint surfaces of the two plastics generate frictional heat and melt and join instantly. The welding strength is comparable to that of the main body. Suitable workpieces and reasonable interface design can be used. Achieve watertight and airtight, and avoid the inconvenience caused by the use of auxiliary products, and realize efficient and clean welding.
Two, riveting method:
The ultrasonic ultra-high frequency vibration welding head is pressed against the protruding tip of the plastic product to instantly heat and melt into a rivet shape, so that materials of different materials are mechanically riveted together.
Three, implantation:
Through the propagating of the welding head and proper pressure, metal parts such as nuts, screws, etc. are instantly squeezed into the reserved plastic holes, and fixed to a certain depth. After completion, the tensile force and torque can be comparable to traditional molds. The strength can avoid the shortcomings of injection mold damage and slow injection.
Four. Forming:
This method is similar to the riveting method. The concave welding head is pressed against the outer ring of the plastic product. After the welding head undergoes ultrasonic ultra-high frequency vibration, the plastic is melted into shape and covered with the metal object to fix it, and the appearance is smooth Beautiful, this method is mostly used in the fixing and forming of electronics, speakers, and the fixing of lenses in cosmetics.
Five. Spot welding:
1. There is no need to design the welding wire in advance to weld the two pieces of plastic points to achieve the purpose of welding.
2. For relatively large workpieces, it is difficult to design the welding line to perform split-point welding to achieve the welding effect, which can be spot-welded at multiple points at the same time.
Six. Cut off the seal:
Using the working principle of instantaneous ultrasonic vibration to cut chemical fiber fabrics, its advantages are smooth and clean without cracking or drawing
Ultrasonic welding surface design
Factors affecting plastic welding and types of plastic welding technology
With the rapid development of industrial production, plastics are widely used in various fields of the national economy and people's lives due to their light weight, high specific strength, corrosion resistance, and easy processing. In engineering, plastic welding rods require that the composition of the material is the same as the composition of the material to be welded, but the strength of the material must be one level higher than the strength of the material to be welded, so as to ensure the welding strength. You can blow the disconnected plastic parts directly with a welding torch, and then crimp them. The disadvantage is that the external dimensions will be smaller than the original. So what are the influencing factors of plastic welding, and what kinds of welding methods are there?
I. Factors affecting welding quality
When welding, pressure, time, and heat absorption (melting amount) are the three elements to ensure welding quality.
1. Stress
Appropriate pressure is applied to the welding surface, the welding material will transition from elastic to plastic, and it can also promote the mutual diffusion of molecules and squeeze out the residual air in the welding seam, thereby increasing the sealing performance of the welding surface.
2. Time
There must be proper melting time and sufficient cooling time. When the heating power is constant, the time is not enough to cause false welding, too long time will cause the weldment to deform, the slag will overflow, and sometimes there will be hot spots (discoloration) in the non-welded parts. It is necessary to ensure that the welding surface absorbs enough heat to reach a fully molten state to ensure sufficient diffusion and fusion between molecules. At the same time, it is necessary to ensure sufficient cooling time to achieve sufficient strength of the weld.
3. Melting amount
Heat melting time and heat power are coordinated to adjust to the most appropriate amount of melting, to ensure sufficient intermolecular fusion, and to eliminate the phenomenon of virtual welding. In addition to the welding equipment and the skill level of the operators, various factors from the inside or outside of the plastic have a certain influence on the welding quality and should be paid attention to.
2. Other factors affecting welding quality
1. Hygroscopicity of plastic
If you weld wet plastic products, the moisture contained in it will turn into steam after being heated, and bubbles will appear on the welding surface, which will weaken the sealing performance of the welding surface. The moisture-absorbing materials include PA, ABS, PMMA, PC and so on. Products made of these materials must be dried before welding.
2. Fillers in plastic
Such as glass fiber, talc, mica, etc., they change the physical properties of the material. The content of filler in the plastic has a great relationship with the weldability and welding quality of the plastic. Plastics with a filler content of less than 20% can be welded normally without special treatment. When the filler content exceeds 30%, due to insufficient surface plastic ratio and insufficient intermolecular fusion, the sealing performance will be reduced.
3. Cleaning the welding surface
The welding surface must be clean and free of impurities to ensure sufficient welding strength and air tightness.
In addition to selecting the correct weldable material and eliminating the unfavorable factors that affect the welding effect, it is also necessary to adopt appropriate welding methods according to the type of material, the shape of the product, and the level of cost.
3. According to the different heating and softening methods used, plastic welding methods can be divided into softening by external heating source, softening by mechanical movement, seeding and passing Electromagnetic effect softens several kinds.
(1) There are several welding techniques softened by external heating source:
1. Hot plate welding
It may be the simplest plastic welding technology, but this method is particularly suitable for welding large plastic parts that require a large area of welding surface. Generally, a flat electric heating plate is used to melt and soften the two surfaces to be welded and then quickly remove the electric heating. The plate merges the two planes and is forced to cool. This method has simple welding equipment and high welding strength, and the shape design of the product and the welding part is relatively easy. However, the heat generated by the hot plate softens the product, and the cycle is longer; the molten resin will adhere to the hot plate and is not easy to clean (the surface of the hot plate can be coated with F4 to reduce this phenomenon), and the formation of impurities will affect the bonding strength for a long time ; Need to strictly control the pressure and time to ensure proper melting; when different kinds of resins or metals are joined with the resin, there will be insufficient strength.
2. Hot air welding
When the hot air current blows directly to the joint area, it causes the joint area and the filler wire of the same material as the base material to melt. The filler material and the welded plastic are melted together to form a weld. This welding method welding equipment is light and easy to carry, but requires relatively high welding skills of the operator.
3. Hot rod and pulse welding
These two technologies are mainly used for welding small plastic films. And these two methods are similar, they both press two films together, and use the instant heat generated by a hot rod or nickel-chromium wire to complete the welding.
(2) The methods of softening and completing welding by mechanical movement are:
1. According to the motion track, it can be divided into linear type and rotary type
The linear type can be used for the welding of straight welds and plane welding, and the rotary type can be used for the welding of circular welds. The friction heat generated during the friction process of the two parts under pressure is used to melt and soften the plastic in the contact part, and fix it until it sets firmly.
2. Ultrasonic welding
Ultrasonic welding is the use of high-frequency mechanical energy to soften or melt the thermoplastic at the joint. The connected parts are fixed together under pressure, and then undergo ultrasonic vibration with a frequency of usually 20 or 40 kHz. The transducer converts the high-power vibration signal into corresponding mechanical energy and applies it to the plastic parts to be welded. In contact with the interface, the violent friction of the weldment joint generates high heat instantly, so that the molecules alternately fuse, so as to achieve the welding effect.
The ultrasonic welding process is very fast, the welding time is less than one second, and it is easy to realize automation. It is widely used in various industries such as electronics, electrical appliances, auto parts, plastic toys, stationery, daily necessities, handicrafts, and cosmetics.
Motion mode welding is a fully automatic welding process, all of which require special welding equipment. Once the correct welding parameters are determined, the operator can stabilize production. Its advantages are: fast, flexible, stable welding process, no flux or shielding gas, no harmful gas or slag, and the welding quality of the product is guaranteed.
3. High frequency welding
High-frequency welding is a high-frequency induction heating technology that uses the principle of electromagnetic induction. It penetrates plastic products to induce induction heating of the inductance or magnetic plastic buried in the plastic part. The welded plastic can generate heat in a fast alternating electric field. The parts to be welded are quickly softened and melted, and then the interface gap is filled, and a perfect mechanical device is used to assist in perfect welding. The most common way to generate high-frequency induction is to use high-frequency current through the coil to obtain a strong high-frequency magnetic field. The induction body (ie heating body) is generally made of iron, aluminum, stainless steel and other materials, but magnetic composite plastics processed by adding magnetic substances are also used. Products made by welding in this way include stationery clips, inflatable items, waterproof clothing, blood bags, and so on.
4. Infrared welding
This technology is similar to the welding of an electric heating plate. The two parts that need to be welded are fixed close to the electric heating plate but not in contact with the electric heating plate. Under the action of heat radiation, the connecting part is melted, and then the heat source is removed, and the two parts are butted and pressed together to complete the welding. This method does not produce welding slag, has no pollution, and has high welding strength. It is mainly used for the connection of PVDF, PP and other piping systems that require high precision.
5. Laser welding
In the 1970s, lasers began to be applied to plastic welding. Its principle is to focus the beam generated by the laser (usually concentrated strong radiation waves in the infrared region of the electromagnetic spectrum) through the optical path system composed of mirrors, lenses or optical fibers to the area to be welded to form a heat action zone, in the heat action zone The plastic is softened and melted. In the subsequent solidification process, the melted material forms a joint, and the parts to be welded are connected. Usually used for PMMA, PC, ABS, LDPE, HDPE, PVC, PA6, PA66, PS For materials with good light transmittance, add carbon black and other absorbents in the heat action zone to enhance the heat absorption effect. Plastic laser welding has many advantages: fast welding speed and high precision; automation and precision numerical control are easy to realize; the cost is relatively low. Therefore, plastic laser welding technology has been widely used in automobiles, medical equipment, packaging and other fields.
In addition to welding between plastics and plastics, due to the needs of the automotive industry and other industries for light structure and economic benefits, some products also require a hybrid connection of plastic and metal, and plastic hot riveting technology has emerged. This hot riveting technology is simple in process, easy to implement, safe and reliable, and combines plastic and metal parts in a way that best bears the load, reducing product quality and improving economy. When the riveting method is used, a plastic shaft pin (rivet pile) reserved for integral molding can be heated and softened and then stamped and deformed by a cold die to lock the parts together (to form a rivet cap, "hot pile" ), which is more convenient and economical.
The ultrasonic weldability index of commonly used plastics is the best for hard plastics with high elastic modulus. Rigid plastics can transmit ultrasonic energy, while soft plastics attenuate the energy when the energy enters the key bonding surface. Ultrasonic welding of polystyrene, SAN, ABS, PC and acrylic plastics will achieve good results. However, PVC and cellulosic plastics will attenuate ultrasonic energy, and their surfaces will degrade or deform.
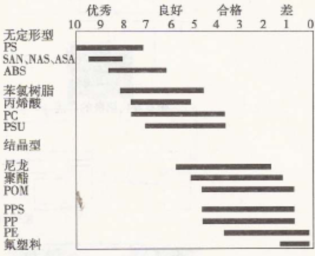
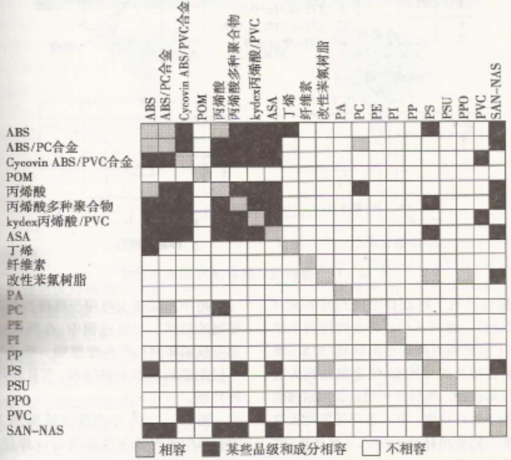
The picture on the right shows the “ultrasonic weldability index of commonly used plastics”. If it has similar melting temperature and chemical compatibility, different plastics can be welded with this process.
Compatibility of plastics in ultrasonic welding process
Copyright ©2020 Polymer Solutions Limited 粤ICP备2020087627号